产品
整机系列
工作室及教育场景
K2系列
M300
K2 Plus Combo
K1 SE
K1C
了解更多 >
Hi/CR系列
操作简便,入门首选
Creality Hi Combo
了解更多 >
Ender系列
高性价比,助力3D新手
Ender-5 Max
Ender-3 V3 Plus
Ender-3 V3
Ender-3 V3 KE
Ender-3 V3 SE
了解更多 >
光固化系列
牙科与珠宝行业首选
HALOT-X1
HALOT R6
HALOT-MAGE S
HALOT-PLAY
UW-03
了解更多 >
行业应用
覆盖制造业
CH-260
CR260
CM-100
3DSL-1600
3DSL-800
了解更多 >
生态系列
扫描仪、雕刻机及配件
Sermoon S1
Raptor X
Falcon A1
3D打印鞋
Raptor Pro
了解更多 >
行业应用
3D打印农场
教育行业
创想云
服务与支持
产品支持
产品帮助支持
K2系列
M300
Creality Hi Combo
K2 Plus Combo
sermoon_s1
Ender-3 V3 Plus
售后支持
一站式售后服务中心
Wiki
服务政策
服务中心
常见问题
切片软件
创想云
一体化3D打印平台
说明书下载
固件/软件下载
模型下载
社区交流
创意礼品
活动&赛事
更多
官网商城平台
京东旗舰店
天猫旗舰店
阿里旗舰店
服务中心 >
探索精彩
关于创想
新闻动态
社会责任
人才招聘
联系我们
线下体验
用户见面会
商城
中文
English
Deutsch
Français
Português (BR)
Español
العربية
한국어
当前位置:
首页
探索精彩
科普知识
干货|3D打印机常见故障及解决办法(十二)
2021-01-11 09:30:50
近期,我们将对
3D打印机
遇到的高频问题点进行搜集整理,集中解答。小编建议所有3D打印爱好者收藏。一来涉及到的知识点很可能帮你解决目前遇到的问题;二来可以系统学习3D打印知识,帮你更好的了解、使用3D打印机。
3D打印机刨料的解决方法
多数3D打印机都是用小齿轮与轴承夹住耗材来驱动齿轮用尖利的齿咬进耗材,然后依靠齿轮的旋转方向来推动耗材前后运动的。如果耗材不能移动,但齿轮却在继续转动,这时齿轮可能会从耗材上刨掉部分塑料,以致齿轮没地方抓住耗材,许多人称这种情况叫“刨料”。因为太多塑料被刨掉,导致挤出功能不正常。如果这种情况出现在你的3D打印机上,通常你会看到塑料碎片散落一地,同时你也会看到,挤出机在转动,但耗材却没有被推送到挤出机内部。下面我们将介绍解决这个问题的最简单的方法。
提高打印温度。
如果你一直遇到刨料的问题,试着把喷嘴温度提高5-10度,
可以修改打
印温度来设置
,这样耗材挤出更容易一些。在基本里面有个打印温度,切片时重新设置一下再切片打印即可。耗材在
高
温时总是更容易挤出,所以这是可以调整的一个非常有用的设置。
打印速度太快。
在提升温度后,如果仍然遇到刨料的问题,下一步你需要做的就是降低打印速度。调整后,挤出机的电机不必再高速转动,因为线材需要更长的时间来挤出。降低挤出机的电机转速,有助于解决刨料问题。例如,你之前打印速度是3600mm/min(60mm/s),试试将这个值减小三分之一,看是否刨料的问题会消失。
检查喷嘴是否堵塞。
在降低温度和打印速度后,如果仍然有刨料的问题,那么
就
可能是喷嘴堵塞了。接下来
需
要
清理一下喷嘴,如果堵的不严重,耗材会断断续续出来。把打印温度升高至230度,用小针通几次喷嘴再手动往里面送料,看看能否正常出料,还不行的话需要更换一个新喷嘴,再清理一下喉管。
喉管内铁氟龙管碳化。
在机器喉管里面有一小节铁氟龙管,铁氟龙管是耐高温的,但长时间在高温环境下工作的铁氟龙管也会逐渐被碳化,造成原本就比较小的铁氟龙管通道缩小,后续挤出不顺畅,从而出现出料不足,卡料的现象。解决办法就是在加热状态下抽出铁氟龙管,如果有碳化可以切一节一样长的换上去装好即可。
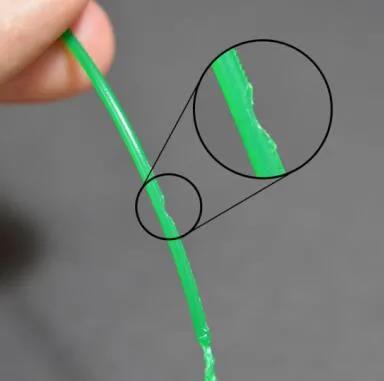
3D打印时层开裂或断开的处理方法
3D打印通过层层打印来构建模型,每个后续的层,都是打印在前一个层上,最后构建出想要的3D模型。为了使最后的打印件结实可靠,你需要确保每层充分与它下面的层粘合。如果层与层之间不能很好的粘合,最后打印件可能会开裂或断开。接下来,我们将会探讨相关问题及解决办法。
层高太高。
多数3D打印机喷嘴直径都在0.2
mm
到0.6mm之间。耗材从这个很小的孔挤出,形成非常细的丝,进而构建细节丰富的打印件。然而,这些喷嘴,也导致了层高限制。当你在一层上打印另一层耗材,你需要确保新的层被挤压到下面那层上,从而两层可以粘合在一起。一般来说,你需要确保你选择的层高比喷嘴直径小20%。例如,如果你的喷嘴直径是0.4mm,你使用的层高不能超过0.32mm,否则每层上的耗材将无法正确的与它下面的层粘合,合适的层高一般设置在0.1
mm
-0.24
mm
之间,这样模型表面精度有保证,而且粘合度很好。所以,如果你发现打印件开裂,层与层之间没能粘合在一起,首先需要检查的是层高与喷嘴直径是否匹配。试试减少层高,看看是否能让层粘合的更好。
打印温度太低。
相比冷的耗材,热的耗材总是能更好的粘合在一起。如果你发现层与层之间不能很好的粘合,并且层高设置没有太高,那么可能耗材需要更高的温度来打印,以便更好的粘合。例如,你尝试在190℃时打印ABS耗材,可能会发现层与层之间很容易分开。这是因为ABS一般需要在230
℃
-260
℃
时打印,以便层与层之间更有力的粘合。所以如果你觉得是这个问题,可以尝试提升温度,每次增加10
℃
,再看看粘合是否有改善。
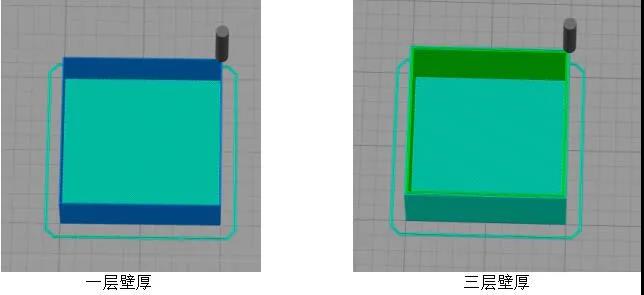
打印速度太快及壁厚太薄。
在相同的时间里,100mm/s速度打印的模型粘合度跟50mm/s速度打印的模型层与层之间的粘合效果肯定是有差别的。壁厚也是如此,0.4
mm
的壁厚跟1.2mm的比较,0.4mm的很容易裂开,但是1.2mm的就没有那么容易了,如果是在冬天比较冷的情况下,太薄的壁厚会更容易层分裂。合适的打印速度配合合适的壁厚及填充可以更有效的避免模型层分裂。
干货|3D打印机常见故障及解决办法(十二)
新闻标签
新闻动态
活动赛事
科普知识
社会责任
订阅我们
创想三维(Creality)是全球3D打印机领导品牌,国家高新技术企业,国家级专精特新“小巨人“,专注于3D打印机的研发和生产,产品覆盖“
熔融沉积成型
和光固化”。
社交媒体
bilibili
小红书
抖音
微信
官方商城
京东商城
天猫商城
社区
创想云
论坛
建模师入驻
服务支持
Wiki
服务政策
联系我们
常见问题
固件下载
关于品牌
关于创想
新闻动态
社会责任
联系我们
社会责任报告
订阅我们
创想三维(Creality)是全球3D打印机领导品牌,国家高新技术企业,国家级专精特新“小巨人“,专注于3D打印机的研发和生产,产品覆盖“
熔融沉积成型
和光固化”。
深圳市龙华区民治街道新牛社区梅龙大道锦绣鸿都大厦18F
400-613-3882
cs@creality.com
© 2014-2025 深圳市创想三维科技股份有限公司 版权所有
粤ICP备16041697号